鴻圖志展銳意進取
0538-6513988
0538-6513988

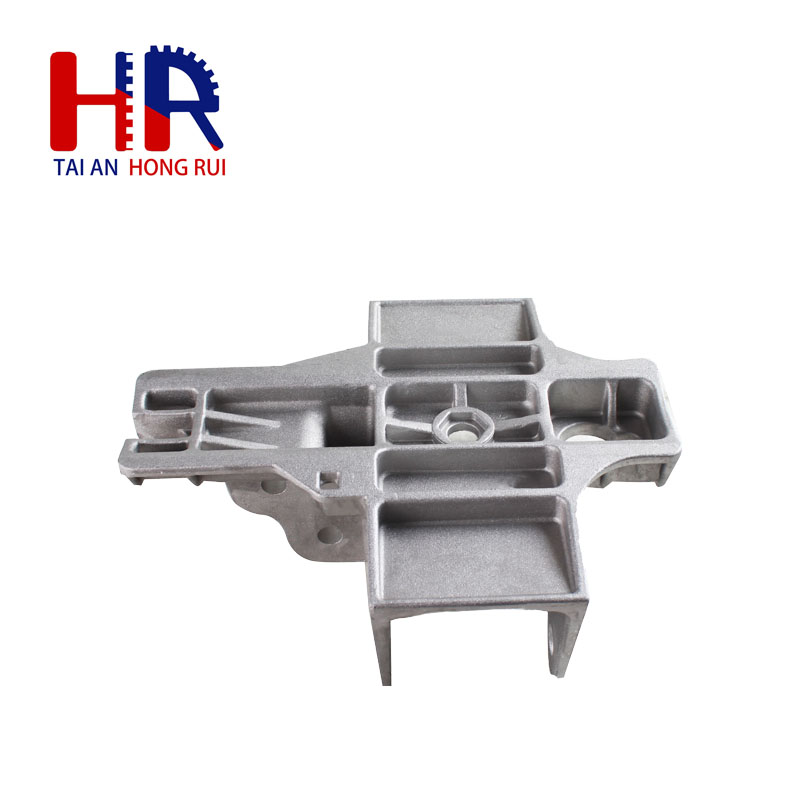
鑄鋁件質量對機械產品的性能有很大影響。例如,各類泵的葉輪,殼體以及液壓件內腔的尺寸,型線的準確性和表面粗糙度,直接影響泵和液壓系統的工作效率和氣蝕的發展等,內燃機缸體,缸蓋,缸套,活塞環,排氣管等鑄鋁件的強度和耐激冷激熱性,直接影響發動機的工作壽命。
鑄鋁件除含有游離硅之外,還有金屬之間的多種化合物以及其他夾雜物。且由于鑄鋁件組織疏松,因此有可能存在化學成分偏析不均勻等現象,同時在澆鑄后冷凝時未加工的面會形成致密的氧化膜。堿蝕時間短,則鑄鋁件有可能不能除盡,且由于堿蝕時鑄鋁的溶解速度比較快,堿蝕后往往會由此而造成鑄鋁件的過腐蝕,從而引起公差尺寸的變化,甚至會造成產品報廢。
鑒于上述這一情況的存在,可采取改變堿蝕程序來解決,即鑄造成型后行堿蝕處理。按此工藝程序操作既可預防因堿蝕而引起制件報廢等問題的發生,又有利氧化后的表面質量。采取上述堿蝕方法可避免制件被過腐蝕。
鑄鋁件漏氣原因:
1、模具有跑料噴鋁現象是禁止的。
2、防止模具局部過熱產生收縮不均造成裂紋漏氣,所以模具要確保冷凝水,保持熱平衡。
3、確保合金液的高度清潔,除氣除渣,并調節適合的合金液溫度,如果不是壁薄的外觀件。
4、生產過程中確保模具分型面的高度清潔和排氣,并且在噴涂過后不要讓行腔內剩有水分,吹凈為止。
5、根據產品壁厚大小,正比在15~~25mm25~~35mm間,確保料餅厚度。
以上是鑄鋁件廠家總結的內容,希望大家可以認真學習。