鴻圖志展銳意進取
0538-6513988
0538-6513988

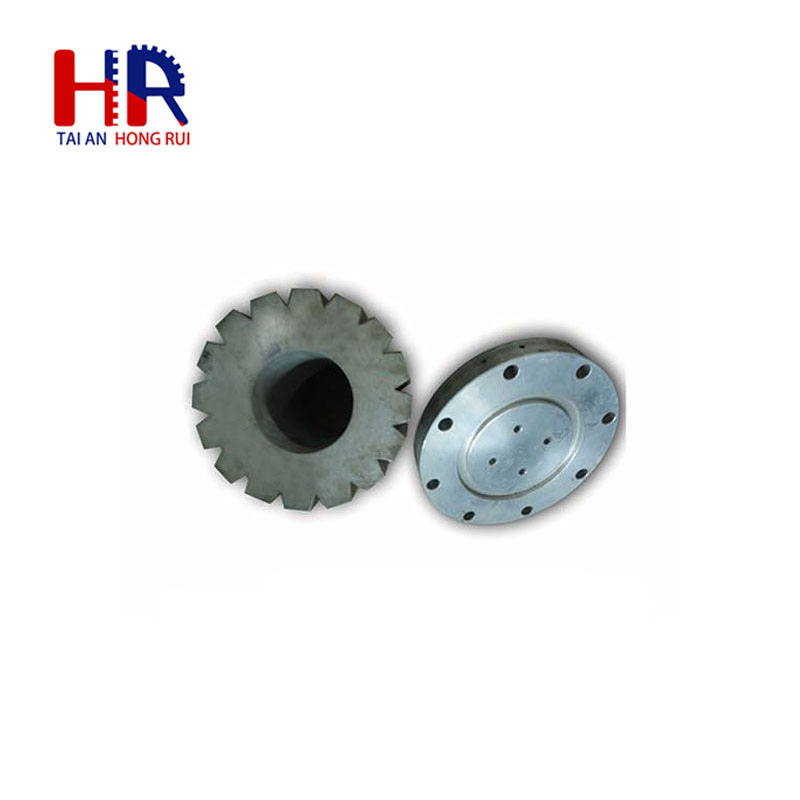
鑄鋁件加工壓鑄過程中,壓鑄機、壓鑄合金和壓鑄型是三大要素。壓鑄工藝則是將三大要素作有權的組兼并加以運用的進程。使各種工藝參數滿足壓鑄出產的需求。壓射比壓的挑選,應根據不同合金和鑄件結構特性確認。對充填速度的挑選,一般關于厚壁或內部質量要求較高的鑄件,應挑選較低的充填速度和高的增壓壓力;關于薄壁或外表質量要求高的鑄件以及復雜的鑄件,應挑選較高的比歷和高的充填速度。
澆注溫度是指從壓定進入型腔時液態金屬的平均溫度,由于對壓室內的液態金屬溫度測量不方便,一般用保溫爐內的溫度表示。
澆注溫度過高,收縮大,使鑄件容易產生裂紋、晶粒粒大、還能造成粘型;澆注溫度過低,易產生冷隔、表面花紋和澆不足等缺陷。應該同時考慮壓鑄型溫度及充填速度,澆注溫度應與壓力。
鑄件的整理是很重要的工作,其作業量往往是壓鑄作業量的10~15倍。因此隨壓鑄機出產率的進步,產量的添加,鑄件整理作業完結機械化和自動化是非常重要的。
1、切除澆口及飛邊
切除澆口和飛邊的設備是液壓機,沖床和沖突壓力機,可根據鑄件結構和形狀規劃專用模具,在完成清理任務。
2、外表整理及拋光
外表整理多采用普通多角滾筒和轟動埋入式整理裝置。對批量不大的簡略小件,可用多角整理滾筒,對外表要求高的裝飾品,可用布制或皮革的拋光輪拋光。對大量出產的鑄件可采用螺殼式轟動整理機。
3、整理后的鑄件按照使用要求,還可進行外表處理和浸漬,以添加光澤,防止腐蝕,提高氣密性。